
Introduction
When you're ordering 200 branded T-shirts for a company event or 500 custom tote bags for a trade show, one question looms: will the imprint hold up? Many businesses commit thousands of dollars to promotional merchandise without understanding whether screen printing—the method their supplier defaults to—will deliver the durability, color accuracy, and professional finish their brand deserves. It's a costly gamble when budgets and reputation are on the line.
Screen printing is often chosen by default rather than by design — and that distinction matters. This guide covers how screen printing works, which products it suits best, when alternatives like DTF or embroidery make more sense, and how to avoid the common mistakes that result in faded logos and wasted orders.
Key Takeaways
- Screen printing forces ink through a mesh stencil, producing bold, durable, opaque designs ideal for promotional merchandise
- Best for large quantities (24+ pieces), simple to moderate designs (1-4 colors), and flat or cylindrical surfaces like apparel and drinkware
- Each color needs its own screen — cost-effective at scale, expensive for small runs or complex artwork
- DTF, DTG, or embroidery often outperform screen printing for small orders, photorealistic designs, or textured surfaces
- Proper curing at 320°F is essential: skipping this step causes prints to crack and fade prematurely
What Is Screen Printing and Why Is It Used on Promotional Products?
Screen printing (also called silkscreen printing) is a process where ink is pushed through a mesh screen with a stencil applied to it, transferring the design directly onto the product surface. The stencil blocks ink in certain areas while allowing it to pass through in others, creating the final image.
It became the dominant decoration method in promotional products for several reasons:
- Vibrant, opaque colors that stand out even on dark fabrics
- Exceptional durability across wash cycles and daily use
- Scalability for bulk orders—once screens are prepared, production is fast and efficient
- Material versatility—works on cotton, canvas, polyester, and coated plastics
How Screen Printing Differs from Other Methods
Unlike heat transfers (which apply a pre-printed film to fabric), screen printing applies ink directly to the substrate. Unlike embroidery, which creates a raised, stitched finish, screen printing produces a flat, printed surface. That makes it the right choice for large, bold designs where color vibrancy and durability matter most.
Those advantages also explain why screen printing dominates high-volume promotional apparel. Apparel represents 26.6% of all promotional products sold in the U.S., with T-shirts alone accounting for $4.3 billion annually. Screen printing is the go-to method for these orders because of its cost efficiency at scale.
How Screen Printing Works on Promotional Products
Screen printing follows a multi-step process where each color in your design is applied separately, layered sequentially, and cured to create a permanent bond with the product surface.
High-level overview:
- The design is separated into individual color layers
- Each color is burned onto a separate mesh screen using photosensitive emulsion
- Ink is forced through each screen sequentially onto the product
- Each layer is cured before the next is applied

Key variables that affect quality:
- Mesh screen count (threads per inch)—determines ink deposit thickness and detail resolution
- Squeegee pressure and angle—controls how much ink passes through the screen
- Substrate type—fabric porosity and surface smoothness affect ink adhesion
- Ink formulation—plastisol is standard for apparel; water-based inks offer softer handfeel and eco-conscious appeal
Artwork Preparation and Screen Creation
Your artwork must be provided in vector format, separated by color, with each color assigned a Pantone number where accuracy matters. This step directly determines print quality and is one of the most commonly mishandled stages—submitting low-resolution files or gradient-heavy artwork leads to blurry edges, color banding, or misregistration between layers.
Pantone color matching ensures consistency across production runs. Ink manufacturers formulate specific mixing systems to accurately reproduce Pantone colors on garments, making it the universal standard for spot color identification in screen printing.
Emulsion Coating and Exposure
The mesh screen is coated with photosensitive emulsion, then a film transparency of the separated color is laid over it. The screen is exposed to UV light, which hardens the emulsion everywhere except where the design sits. The unexposed areas wash away, leaving an open stencil through which ink will pass.
Printing and Ink Application
The prepared screen is placed over the product, ink is loaded at one end, and a squeegee is pulled across with consistent pressure to force ink through the open mesh areas. This step is repeated for each color, with registration marks ensuring precise alignment between layers.
Mesh count matters: The number of threads per inch in the screen fabric dictates detail level and ink deposit:
| Mesh Count | Best For | Ink Characteristics |
|---|---|---|
| 60-90 | Thick plastisol, athletic wear, glitter | Heavy deposit, low detail |
| 110 | Underbases, block letters, white ink | Thick layer, standard opacity |
| 156-160 | General prints on light garments | Moderate deposit, good detail |
| 230-305 | Fine detail, halftones, simulated process | Thin deposit, high detail, soft hand |
Higher mesh counts restrict ink flow, making them ideal for fine details, while lower counts are necessary for maximum opacity.
Curing and Quality Control
After printing, items pass through a conveyor dryer or are flash-cured to bring ink to the correct temperature for full cross-linking. Standard plastisol inks require 320°F (160°C) through the entire ink film for proper curing.
Under-curing is a leading cause of premature cracking or washing out. Cure it correctly, and plastisol prints can outlast the garment itself.

What Promotional Products Can You Screen Print?
Screen printing works best on products with flat or gently curved surfaces that are heat-tolerant and ink-receptive.
Strongest use cases:
- Apparel: T-shirts, hoodies, sweatshirts, tank tops, athletic wear
- Tote bags: Canvas and non-woven bags with flat print areas
- Flat signage: Banners, posters, promotional displays
- Headwear: Cotton or polyester hat panels (flat areas, not curved brims)
Cylindrical hard goods:
Screen printing works on mugs, tumblers, water bottles, plastic cups, and promotional drinkware—but requires specialized equipment. Cylindrical screen printing uses a rotating platen or mandrel setup where the squeegee stays stationary while the product spins, enabling 360-degree coverage. Design complexity is limited due to registration challenges on curved surfaces.
Other printable items:
- Mouse pads
- Koozies
- Foam stress toys
- Plastic promotional items with flat surfaces (keychains, rulers, pen barrels)
Surface requirements for compatibility:
- Smooth and flat (or single-curve cylindrical)
- Heat-tolerant (must withstand 320°F curing)
- Ink-receptive (appropriate surface energy for ink adhesion)
If a product fits these surface criteria, screen printing is likely a viable—and cost-effective—decoration method.
Screen Printing vs. Other Decoration Methods
No single decoration method fits every situation. The right choice depends on product type, order quantity, and design complexity.
Screen Printing vs. Embroidery
Screen printing wins on:
- Large designs and full-back prints
- Flat fabric surfaces
- Cost-per-unit at volume (lower per-piece cost once screens are made)
Embroidery wins on:
- Premium positioning and perceived quality
- Structured garments (polos, caps, jackets)
- Small left-chest logos
- Textured surfaces like fleece
Screen Printing vs. Direct-to-Film (DTF)
DTF allows full-color photographic prints on any garment with no minimum quantity and no color separation cost. This makes it better for:
- Small runs (under 24 pieces)
- Complex, multi-color designs
- Orders requiring quick turnaround
Screen printing offers:
- Superior color vibrancy and ink opacity on dark fabrics
- Lower per-unit cost at high volume (typically 24-50+ pieces)
- More durable prints for heavy-use applications
Screen Printing vs. Direct-to-Garment (DTG)
DTG excels at detailed artwork on fabric substrates in small quantities, but:
- Struggles with color brightness on dark garments without pretreatment
- Requires 100% cotton or high-cotton blends for best results
- Not suited for hard promotional products like drinkware or plastic items
Use this table to compare all four methods before placing your order.
Practical decision framework:
| Factor | Screen Printing | DTF | DTG | Embroidery |
|---|---|---|---|---|
| Order Quantity | 24-50+ pieces | 1-50 pieces | 1-25 pieces | 1-6+ pieces |
| Design Complexity | 1-4 spot colors | Full-color, photographic | Full-color, photographic | Simple logos, text |
| Best Substrates | Cotton, polyester, canvas | Any fabric | 100% cotton, high-cotton blends | Structured garments, caps |
| Setup Cost | High (per color) | None | None | Moderate (digitizing) |
| Per-Unit Cost at Volume | Lowest | Moderate | Moderate | Highest |

Key Factors That Affect Screen Printing Quality and Common Misconceptions
Quality Variables
Mesh count drives detail resolution: Higher counts (230–305) handle fine detail; lower counts (60–110) suit thick plastisol inks and maximum opacity. Wrong mesh = ink bleed or clogged screens.
Squeegee calibration is a two-way failure point: Too soft or too much pressure causes excessive ink deposit and blurred edges. Too hard or too little leaves incomplete ink transfer.
Ink viscosity must match the substrate: Thick inks on porous fabrics need lower mesh counts; thin inks on smooth surfaces require higher counts.
Cure temperature is non-negotiable: Anything below 320°F produces prints that peel, crack, and fade prematurely.
Common Misconceptions
"More colors = better quality"
False. In screen printing, every additional color adds a screen, increases setup cost, and introduces registration risk. Bold two- or three-color designs often look sharper and more professional than over-complicated artwork. For promotional screen printing, 1–3 colors deliver the best value — and frequently the strongest visual impact.
"Screen printing always lasts forever"
Not quite. Properly cured plastisol prints can outlast the garment itself, but improperly cured prints or water-based inks on incorrect substrates may fade or crack early. The decoration method is not the only variable—the supplier's process controls matter equally.
When Screen Printing May Not Be the Right Choice
Inefficient or Cost-Prohibitive Situations
Screen printing becomes a poor fit in two common scenarios:
- Very small quantities (under 12-24 pieces): Per-screen setup costs make unit pricing uncompetitive against DTF or digital methods. Industry MOQs typically range from 12-24 pieces at smaller shops to 50-100 at high-volume decorators.
- Designs with 6+ colors or photorealistic gradients: Each color requires a separate screen, multiplying setup costs and registration complexity — making it hard to replicate that color depth without significant expense.
Poor Product Candidates
Screen printing is unsuitable for:
- Highly curved or irregular surfaces: Round stress balls, contoured bottles with deep indentations
- Soft or textured surfaces: Fleece fabric, neoprene (fuzzy surfaces cause designs to blur)
- Heat-sensitive materials: Low-quality synthetics that shrink or melt during 320°F curing
- Water-resistant nylon/polyester: Ink beads up and fails to adhere properly
- Highly stretchy fabrics: Designs may distort or crack when stretched
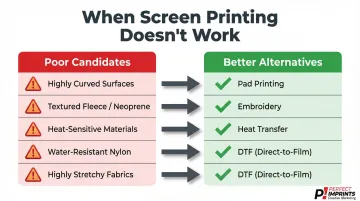
Better alternatives:
- Pad printing or laser engraving for small, curved hard goods
- DTF or heat transfers for complex, full-color art on difficult fabrics
- Embroidery for heavy fleece and textured corporate apparel
The "Default Use" Problem
Many buyers choose screen printing out of habit rather than fit. Watch for these warning signs:
- Ordering small quantities (under 24 pieces)
- Submitting full-color photography as artwork
- Choosing products with curved or uneven print surfaces
- Requiring quick turnaround with no time for screen preparation
Conclusion
Screen printing remains one of the most reliable and economical decoration options for promotional products when order volume, design type, and substrate are well-matched. It delivers unmatched color vibrancy and durability for flat and fabric-based items at scale, making it a natural fit for apparel, tote bags, and drinkware in bulk quantities.
Getting the most from screen printing starts with understanding its constraints. Before production begins:
- Prepare vector artwork at the correct dimensions
- Simplify color counts where the design allows
- Confirm substrate compatibility for your chosen product
- Work with a supplier like Perfect Imprints who can flag issues before they reach production
That preparation is what separates a clean, lasting imprint from a costly reorder.
Frequently Asked Questions
What promotional products is screen printing commonly used on?
Screen printing is most commonly used on apparel (T-shirts, hoodies, sweatshirts), tote bags, promotional drinkware (mugs, tumblers, water bottles), hats, and flat signage. Fabric-based items and smooth-surface products deliver the best results due to their flat print areas and ink-receptive surfaces.
What promotional products can you not screen print on?
Screen printing is unsuitable for highly curved or irregular surfaces (round stress balls, contoured bottles), heat-sensitive materials that cannot withstand 320°F curing, very textured surfaces like fleece or neoprene, and very small items where the print area is too limited. Pad printing or laser engraving work better for these products.
Is DTF better than screen printing for promotional products?
DTF is better for small quantities (under 24 pieces) and complex full-color designs because it has no setup costs. Screen printing is better for large-volume orders (50+ pieces) and bold, flat-color designs due to lower per-unit costs and superior ink opacity. The right choice depends on your quantity, design complexity, and substrate.
How do you print promotional products on demand?
Screen printing becomes cost-effective at 24+ pieces due to per-screen setup costs. For single-unit or very small runs, DTF or DTG are more practical alternatives. Some suppliers offer short-run screen printing with minimums as low as 12 pieces.
How many colors can be included in a screen-printed design?
Each color requires a separate screen, so costs increase with every additional color. Most promotional orders use 1-4 colors to keep costs manageable. Designs with gradients or more than 6 colors are usually better suited to digital decoration methods like DTF or DTG.
What is the minimum order quantity for screen printing promotional products?
Minimums vary by supplier but typically range from 12 to 24 pieces for cost-effectiveness. Below this threshold, setup costs dominate the per-unit price, and alternative methods like DTF often deliver better value for small runs.


