Introduction
Choose the wrong blank t-shirt, and even a flawless screen print won't save it. For businesses, nonprofits, schools, and event organizers ordering in bulk, the shirt itself determines whether that logo lasts — or peels off after three washes.
The wrong fabric can cause ink to crack, colors to bleed, or prints to fade after just a few washes. This guide covers what separates a screen-print-ready shirt from one that isn't, and which 10 brands consistently deliver the best results for quality, durability, and value.
TL;DR
- Top brands include Gildan, Bella+Canvas, Next Level Apparel, Comfort Colors, and Hanes
- 100% cotton and ring-spun cotton absorb ink most effectively for vibrant, long-lasting prints
- Fabric weight, fiber type, pre-shrunk construction, and side-seam design all affect print quality
- Budget buyers favor Gildan and Port & Company; premium buyers choose Bella+Canvas and Next Level
- Match your blank to your use case: bulk events, employee uniforms, branded giveaways, or workwear
What Makes a T-Shirt Great for Screen Printing
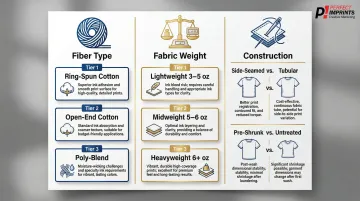
Fabric Composition: Why Cotton Wins
100% combed and ring-spun cotton provides a microscopically flat surface, allowing ink to lay perfectly level for vibrant colors and razor-sharp details. Cotton fibers absorb plastisol and water-based inks deeply, resulting in prints that last through dozens of wash cycles.
Poly-blends create a specific problem: when polyester content exceeds 20%, heat from the curing process causes dye migration—fabric dyes vaporize under heat and bleed into the ink layer, producing ghosting or color shifts.
Carded/open-end cotton presents a different issue. It retains surface fuzz that interferes with ink saturation, making prints look hairy or cracked rather than clean and defined.
Fabric Weight: Finding the Right Balance
T-shirts typically range from 4.0 to 7.0 oz/yd². Here's how weight impacts print performance:
Lightweight (3-5 oz/yd²):
- Offers drape and breathability
- Best for detailed designs and softer hand feel
- Can show through on dark or bold graphics
Midweight to Heavyweight (5-10 oz/yd²):
- Provides structure and opacity for bold designs
- Takes more ink without bleeding through
- Holds shape better through repeated washing
Construction Quality Matters
Side-Seamed vs. Tubular: Side-seamed construction acts as a guideline when lining up the tee on the printing pallet, leading to faster and more consistent print placement. Side seams also reduce torque (twisting) during washing, maintaining print alignment over time.
Pre-Shrunk Fabric: Pre-shrinking treatments eliminate fabric torque and prevent post-print distortion. Without this treatment, your perfectly aligned print can shift or warp after the first wash.
Tight-Knit Surface: A smooth, even surface—like airlume combed cotton—produces cleaner ink transfer than rough open-end yarns. Fewer protruding fibers mean less ink bleed and sharper details.
Color Range and Printability
Brands offering 80+ color options give decorators the range needed to match precise brand colors across industries. A smooth, consistent fabric surface is equally important: it ensures even ink transfer across the full print area, with no patchy saturation or washed-out edges.
Top 10 Best T-Shirt Brands for Screen Printing
These brands were selected based on ink adhesion, fabric consistency, washability, color availability, and real-world performance across bulk and custom print orders.
Gildan (Heavy Cotton / Ultra Cotton)
Gildan was founded in 1984 in Montreal, Canada and has since become a global leader in wholesale blank apparel. The Gildan 5000 Heavy Cotton tee offers pre-shrunk 100% heavyweight cotton at some of the most competitive price points in the market—making it ideal for high-volume orders like event shirts, fundraisers, and team uniforms.
The high-density weave holds plastisol ink exceptionally well, the tear-away tag simplifies custom relabeling, and the extensive color range—available in 81 colors—ensures reliable brand color matching across large orders.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% pre-shrunk cotton; 5.3 oz (Heavy Cotton 5000) |
| Best For | Bulk events, fundraisers, sports teams, budget-conscious orders |
| Key Screen Printing Benefit | High-density weave for clean ink transfer; holds bold, multi-color designs |
Bella+Canvas 3001
Bella+Canvas sets the premium standard for retail-quality custom apparel. The 3001 Unisex Jersey uses proprietary Airlume combed and ring-spun cotton—a process that extracts 25% of impurities compared to standard combed cotton—creating exceptionally smooth, tight-knit print surfaces.
Available in 86 colors, the 3001 produces crisp details and vibrant color saturation. The modern retail fit and soft hand feel make it the go-to for brands that want recipients to actually wear the shirt repeatedly—ideal for boutiques, brand merchandise, and corporate giveaways.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% Airlume combed and ring-spun cotton; 4.2 oz |
| Best For | Brand merch, boutiques, corporate swag, premium giveaways |
| Key Screen Printing Benefit | Smooth surface for fine detail printing; excellent color vibrancy with both plastisol and water-based inks |
Next Level Apparel 3600
Founded in 2003 in Los Angeles, Next Level Apparel built its reputation producing premium soft blanks at wholesale. The 3600 offers ring-spun combed cotton in a slim fit at mid-tier pricing.
It's a consistent choice for creative brands, breweries, bands, and nonprofit campaigns.
The combed ring-spun process removes short fibers and impurities, creating a smoother surface that accepts ink more evenly than standard open-end yarn tees. Its lightweight construction and retail fit make printed shirts feel like purchased retail items rather than promotional giveaways.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% ring-spun combed cotton; 4.3 oz |
| Best For | Creative brands, churches, nonprofits, microbreweries, indie launches |
| Key Screen Printing Benefit | Fine-fiber surface for detail-rich prints; consistent sizing for reorder programs |
Comfort Colors 1717
Comfort Colors' garment-dyed heavyweight tees are the top pick for brands built around a vintage, worn-in aesthetic. The 1717 is made from 100% ring-spun US cotton and is especially popular for college merchandise, creative campaigns, and summer events.
The heavyweight 6.1 oz construction holds bold prints firmly and resists shrinkage, while the garment-dyed finish gives each shirt a distinctive character that makes screen-printed designs look intentionally vintage and premium. Cited as the "definitive vintage tee" and the unofficial uniform of college campuses, streetwear brands, and craft breweries.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% garment-dyed ring-spun cotton; 6.1 oz |
| Best For | College merch, creative campaigns, summer events, vintage-aesthetic brands |
| Key Screen Printing Benefit | Heavyweight construction for opaque, durable print coverage; garment dye adds depth to print aesthetics |

Hanes (Beefy-T / Perfect-T)
Hanes is one of the most recognized names in American apparel, offering decades of consistent quality at accessible price points. Their Beefy-T (6 oz) and Perfect-T (ring-spun) lines are both reliable performers for screen printing in medium-to-large order runs.
The high stitch density fabric holds ink firmly and rebounds shape after washing. The Beefy-T is noted for its durability in demanding environments like construction, healthcare, and outdoor work settings, with extra-strong seams and a shape-holding lay-flat crewneck.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% ring-spun heavyweight cotton; 6.1 oz |
| Best For | Workwear, construction, healthcare, durable uniform programs |
| Key Screen Printing Benefit | High stitch density holds ink firmly; maintains shape through repeated industrial washing |
Port & Company Core Cotton Tee (PC54)
Port & Company delivers dependable cotton construction at economical pricing with consistent sizing across reorders—built specifically for large-scale uniform and event printing programs. Described as an "indispensable midweight t-shirt" with a very friendly price.
The removable tag supports easy custom relabeling, the fabric holds screen print ink cleanly, and availability in vibrant and neon colors makes it a strong option for high-visibility event shirts and trade show giveaways.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% cotton (solid colors); 5.4 oz |
| Best For | Large-scale uniforms, trade shows, high-visibility events, budget-reliable programs |
| Key Screen Printing Benefit | Clean ink transfer; removable tag for custom relabeling; consistent sizing for reorders |
American Apparel (2001 / Unisex Jersey)
American Apparel is one of the few major t-shirt brands that manufactures domestically in the USA, making it a strong choice for brands that prioritize ethical sourcing and American-made credentials. The 2001 features 100% combed ring-spun cotton construction in a modern slim fit.
The tight knit accepts screen printing ink cleanly, and its premium aesthetic appeals to boutique brands, real estate companies, and professional services that want a more refined custom apparel option.
| Attribute | Details |
|---|---|
| Fabric / Weight | 100% combed ring-spun cotton; 4.5 oz |
| Best For | Boutique brands, real estate, professional services, ethical sourcing campaigns |
| Key Screen Printing Benefit | Tight knit for clean ink transfer; modern slim fit with premium aesthetic |
Fruit of the Loom HD Cotton (3930R)
Fruit of the Loom's HD Cotton line is a budget-friendly option designed specifically to improve print quality over their standard tees. "High-density fabric" features more stitches per inch to provide a smoother, more consistent printing canvas for exceptional print clarity.
The open-end yarn provides a stable, even surface for ink transfer, and the affordable price point makes it a smart choice for nonprofits, churches, and educational institutions running large print orders on limited budgets.
| Attribute | Details |
|---|---|
| Fabric / Weight | Pre-shrunk 100% cotton; 5.0 oz |
| Best For | Nonprofits, churches, educational institutions, budget-conscious bulk orders |
| Key Screen Printing Benefit | High-density weave for improved print clarity; stable surface for even ink transfer |
Jerzees 50/50 (29M)
Jerzees was launched in 1984 by Russell Athletic and has been producing reliable sportswear for decades. Their 50/50 cotton-polyester blend is a practical choice for programs that need shirts to resist shrinking and maintain shape through repeated washing.
The pre-shrunk cotton/poly construction keeps prints intact over time, the colorfast material supports vibrant screen-printed designs, and the competitive bulk pricing makes it viable for large association or government uniform orders. Note: Use low-cure inks (260°F-280°F) and barrier underbases to prevent dye migration on polyester blends.
| Attribute | Details |
|---|---|
| Fabric / Weight | 50/50 cotton/polyester pre-shrunk jersey; 5.4 oz |
| Best For | Associations, government uniforms, programs requiring minimal shrinkage |
| Key Screen Printing Benefit | Pre-shrunk construction maintains print alignment; colorfast for vibrant designs |

Alternative Apparel (Eco-Jersey / 1973)
Alternative Apparel is built for eco-conscious brands, combining organic and recycled materials with a fashion-forward aesthetic that resonates with environmentally-minded recipients. The 1973 Eco-Jersey features 50% polyester (6.25% recycled), 38% cotton (6.25% organic), and 12% rayon.
The unique eco-jersey texture adds tactile depth to screen-printed designs, giving prints a distinctive character—ideal for nonprofits, wellness brands, and organizations that want their custom apparel to communicate sustainability values alongside their logo.
| Attribute | Details |
|---|---|
| Fabric / Weight | 50% polyester (6.25% recycled), 38% cotton (6.25% organic), 12% rayon; 4.13 oz |
| Best For | Eco-conscious brands, nonprofits, wellness companies, sustainability-focused campaigns |
| Key Screen Printing Benefit | Unique texture adds depth to prints; communicates sustainability values |
How We Chose the Best T-Shirt Brands for Screen Printing
What We Evaluated
Five factors shaped every ranking on this list:
- Fabric composition — 100% cotton vs. blends, ring-spun vs. open-end yarn, and surface smoothness for ink adhesion
- Weight and print surface — ink opacity, bleed-through resistance, and how well fine details hold after curing
- Construction quality — side-seamed vs. tubular body, pre-shrunk treatment, and stitch durability under repeated washing
- Color range — breadth of available colors, consistency across production runs, and reliable brand color matching
- Price-to-quality ratio — per-unit cost at volume, long-term washability, and perceived value to the end recipient
These aren't abstract criteria. Each one directly affects whether a finished print looks sharp after 50 washes or falls apart after three.
Common Mistakes to Avoid
Three errors trip up even experienced buyers:
- Optimizing for price alone — A $2 shirt that cracks after three washes ends up costing more than a $4 shirt lasting 50+ cycles.
- Picking fashion-forward blanks incompatible with standard plastisol inks — Some premium fabrics require water-based or discharge inks, which add cost and production complexity.
- Overlooking dye migration on polyester blends — Without low-cure inks and proper underbases, fabric dyes bleed into the print and cause visible discoloration over time.
Matching Blanks to Use Cases
The best brand for a given order depends heavily on end use:
- Construction company uniforms: Heavyweight cotton like Hanes Beefy-T or Gildan 5000 for durability
- Church outreach campaigns: Soft ring-spun options like Next Level 3600 for comfort and repeat wear
- Microbrewery merchandise: Vintage-aesthetic Comfort Colors 1717 for premium retail feel
- Corporate events: Bella+Canvas 3001 for modern fit and perceived quality

Perfect Imprints sources from all of these brands to match each client — whether that's a healthcare system ordering 500 staff polos or a nonprofit running a fundraiser — with the blank that fits their budget, audience, and print method.
Conclusion
Choosing the right t-shirt brand for screen printing is a strategic decision that directly impacts print longevity, recipient satisfaction, and the perceived value of your brand. The same logo can look dramatically different on a cheap tubular tee versus a ring-spun, side-seamed blank.
Upfront cost is only part of the equation. Washability, print compatibility, and how the shirt fits your audience all determine whether the finished product holds up — and whether people actually wear it. The right blank keeps your design looking sharp after 50 washes, not just on day one.
Ready to place your custom screen printing order? Contact Perfect Imprints at +1 850-200-4020 (Monday–Friday, 8AM–5PM) to get expert guidance on selecting the right blank and creating custom apparel tailored to your organization's needs.
Frequently Asked Questions
What are the best T-shirts for screen printing?
The consistently top-recommended brands are Gildan, Bella+Canvas, Next Level, and Comfort Colors. These brands excel due to their 100% cotton or ring-spun cotton content, smooth print surfaces, and superior ink adhesion that produces vibrant, long-lasting prints.
What are the best clothing brands for screen printing?
It depends on your budget and end use. Bulk orders (fundraisers, events, uniforms) favor value brands like Gildan, Hanes, and Port & Company. Corporate merchandise and retail-quality apparel call for premium options like Bella+Canvas, Next Level, or American Apparel.
What is the best quality t-shirt for screen printing?
The Bella+Canvas 3001 and Comfort Colors 1717 are the top picks. The 3001's airlume combed ring-spun cotton delivers an exceptionally smooth surface for fine detail work, while the 1717's garment-dyed heavyweight cotton produces rich opacity and a vintage look that makes prints feel intentionally premium.
Are Gildan shirts good for screen printing?
Yes — Gildan is one of the most widely used brands in the screen printing industry. Their pre-shrunk heavyweight cotton holds plastisol ink well, and the competitive price point makes them a go-to for large orders like fundraisers, events, and team uniforms.
What is the best brand of screen printing ink?
Plastisol inks from brands like Rutland, Wilflex, and Union Inks are the industry standard for durability and opacity on cotton shirts. Water-based inks are preferred for a softer hand feel and eco-conscious applications, while discharge printing creates a vintage aesthetic on dark garments. Match your ink choice to both the shirt fabric and desired print finish.